42er Drehorgel - Grundplatte
Infos über CNC-Bearbeitung:
siehe weiter unten

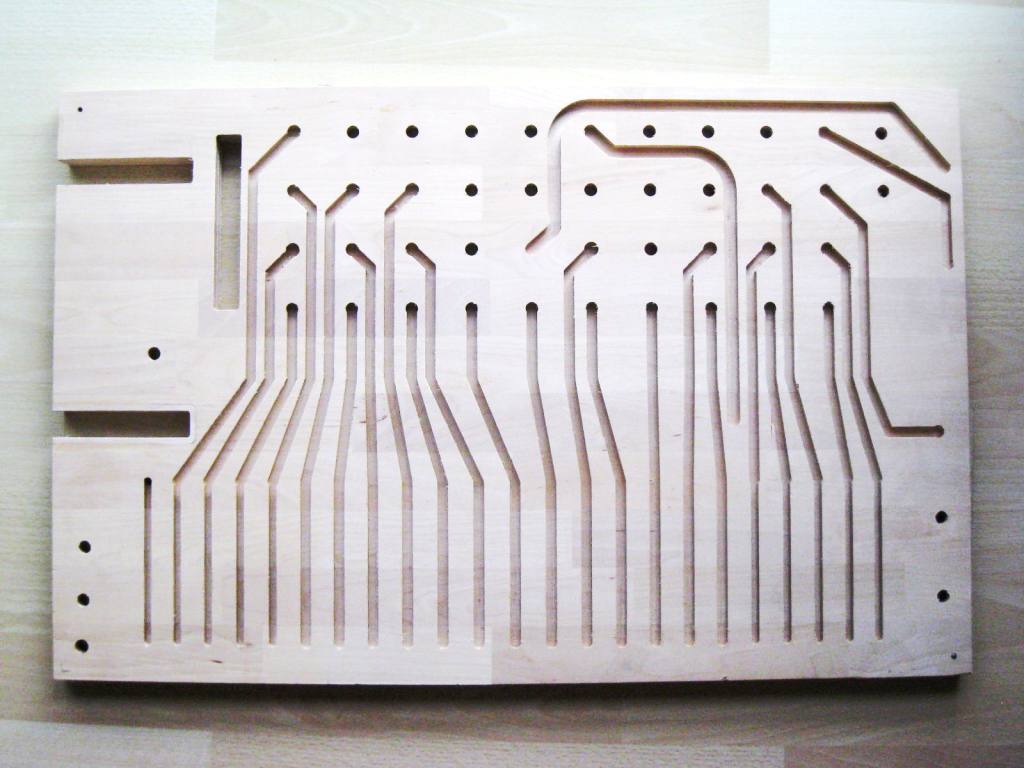
Wie aus der 20er und 31er bekannt, wird der Wind von den Ventilen zu den
Pfeifen über gefräste Nuten in einer "Grundplatte" geführt.
Sie besteht
aus 3 Teilen: Kanzellenplatte (mit Nuten) und je ein Deckel oben und
unten. Es sind mehr Töne geworden und damit wird auch die Grundplatte
anspruchsvoller in der Herstellung.
Stand 05.2014:
Allgemein ist eine Drehorgel dieser Größe nicht gerade ein
Leichtgewicht. Gezielte Materialauswahl hilft das Gewicht in Grenzen zu
halten.
Durch den Einsatz von meiner CNC-Maschine sind Reproduktionen leicht
möglich. Trotzdem kann der geübte Drehorgelselbstbauer mit einer
Oberfräse ebenfalls gute Ergebnisse erreichen.
Bedenke, dass die Nuten gut auslackiert sind, um einen "Windverschleich" innerhalb einer zum Beispiel Multiplexplatte zu vermeiden.
Zu diesem Thema steht hier etwas geschrieben:
Lehrgeld
und dann Button
![]() , sowie zur Gewichtsreduzierung
, sowie zur Gewichtsreduzierung
![]() ,
,
sowie aus dem 31er-Bau:
![]()
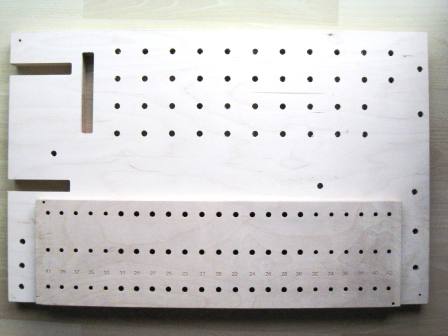
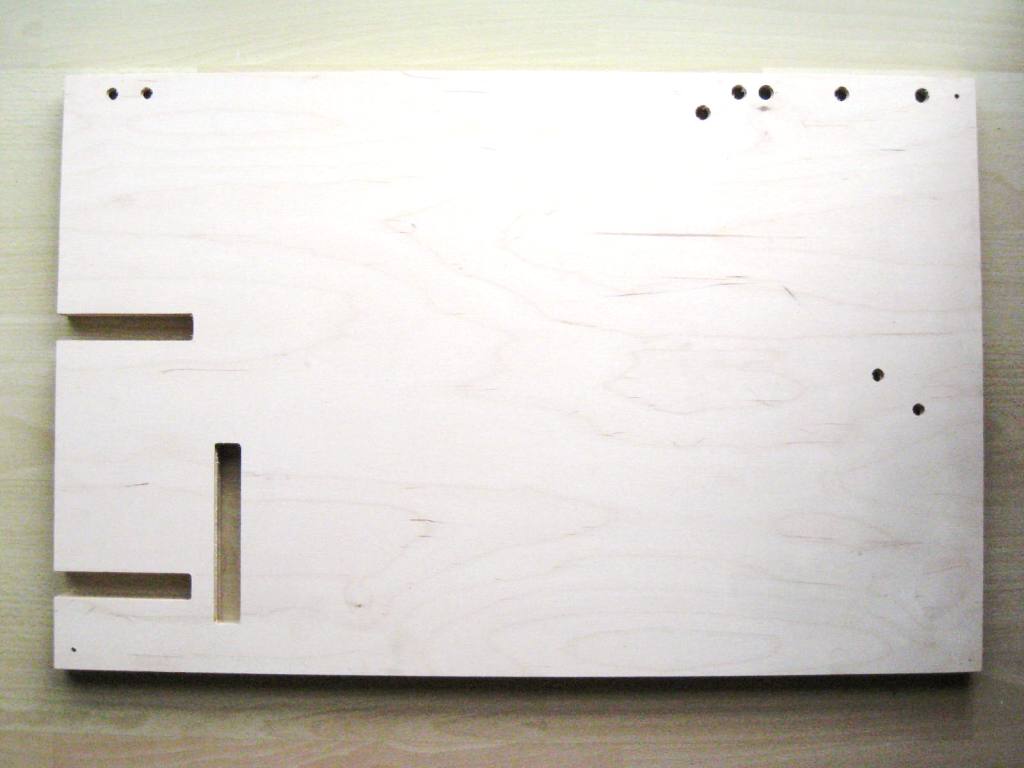
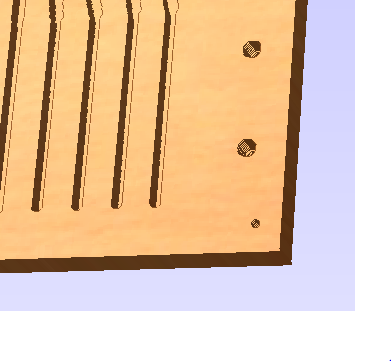
Die Kanzellenplatte ist mit Deckeln versehen worden. Sie ist zur Grundplatte geworden. Auf der Oberseite (linkes Bild) ist die Matrix der Bohrungen für die Ventile zu erkennen. Die Unterseite ist ebenfalls schon mit einem Deckel geschlossen. Bohrungen für die Anschlussröhrchen der Basspfeifen sind ebenfalls vorhanden.
-------------------------------------------------------------------------------------------------------------------------
Von der Idee, über eine Zeichnung, ein Programm, eine CNC-Bearbeitung zur fertigen Platte
- Ein kleiner Abriss zur Arbeitsfolge -
Eine Kanzellenplatte (Herzstück der Grundplatte) vereint mehrere Aufgaben:
-
Trägerfunktion mehrerer Pfeifen und Register
-
Montagefläche aller Ventile
-
42x Windführung vom Ventil zur Pfeife
Konstruktionsebene:
Am Anfang ist der Konstrukteur gefragt. Alle Zusammenhänge und Wirkungen bzw Funktionen der Baugruppen und das Zusammenpassen muss er berücksichtigen.
Hinzu kommt die richtige Materialauswahl und die Frage zur Machbarkeit. Nicht jeder hat eine voll ausgerüstete Werkstatt zur Verfügung. Aber eine gewisse Anforderung an das handwerkliche Geschick setzt er schon voraus.
Da die Zeichnungen mit einem Konstruktionsprogramm erstellt werden, gibt es gute Voraussetzungen um die im Hintergrund vorhandenen Daten für eine CNC- (Computerized Numerical Control)) Maschinenbearbeitung weiter zu nutzen.
Das Konstruktionsprogramm liefert mir für die weitere Verarbeitung an Werkzeugmaschinen eine ("genormtes") Ausgangsdatei (.dxf).
Sie wird in meinem Fall frei gemacht von allen "unnötigen" Details, wie Hilfslinien, Maßen und Erklärungen. Das folgende Programm für die Maschinensteuerung verlangt es so. Wenn nicht schon hier, dann erfolgt später noch eine Verbindung aller geschlossenen Konturen zu einer Polylinie.
Sicher gibt es noch andere Methoden um an das Ziel zu kommen. Im Laufe der Zeit hat man sich eine Bearbeitung angewöhnt, die für sich selbst zum Erfolg führt.
Fertigungsvorbereitung:
Die Konstruktionsdetails liegen vor. Jetzt erfolgt die
Bearbeitungsstufe. Aus einem Werkzeugkasten werden Bohrer, Fräser oder
Gravierstichel ausgesucht und für die einzelnen Schritte eingesetzt.
Intern hat man vorher die Werkzeugparameter (Vorschub-.
Eintauchgeschwindigkeit, Drehzahl usw) vorgegeben.
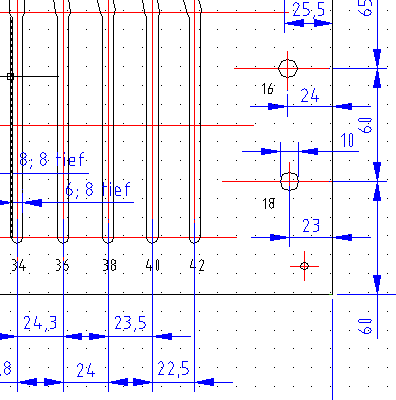
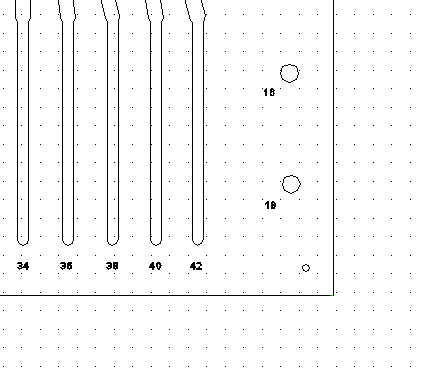
Auf dem nebenstehenden Zeichnungsausschnitt sind zum Beispiel Bohrungen, Rillen (später "Kanzellen") und eine Außenkontur vorhanden.
Bohrungen:
Man wählt je nach Größe des Loches einen passenden Bohrer aus (Beispiel
Durchmesser 4; Wahl: 4mm Bohrer), oder fährt mit einem Fräser die Kontur
ab (Beispiel Durchmesser 12,5; Wahl: 4mm Fräser, der eine entsprechende
Keisfahrt vollzieht).
Die Tiefe muss ebenfalls vorgegeben werden.
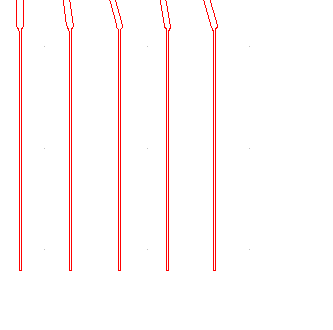
Rillen:
Ein Fräser (Durchmesser kleiner Rillenbreite) wird aus der Werkzeugliste
gewählt. Dem Programm wird die Rillentiefe vorgegeben. Wichtig ist, dass
sich der Fräser innerhalb der Konturlinie bewegen soll.
Außenkontur:
Das endgültige Außenmaß stellt man meist am Ende aller Arbeiten her.
Dazu ist dem Programm mitzuteilen, dass der Fräser auf der richtigen
Seite der Linie entlang fährt.
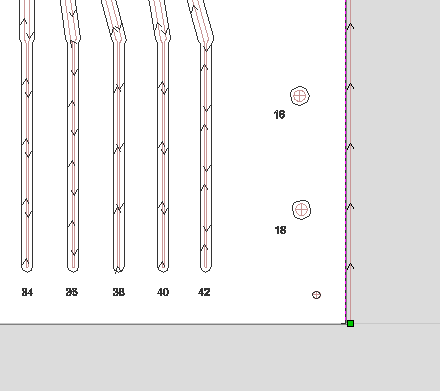
Sind die Bearbeitungsparameter und die Reihenfolge der Arbeitsschritte festgelegt, kann man sich ein virtuelles Bild vom Arbeitsablauf und dem fertigen Werkstück machen.
Ausführung:
Schaltet man die CNC-Maschine ein, wird über ein Steuerprogramm ein Referenzpunkt (Maschinennullpunkt) angefahren. Von hier aus bauen sich alle Maße auf.
Der Anwender hat sich durch ein Anschlagsystem ein Werkstücknullpunkt geschaffen. Hier wird das zu bearbeitende Teil positioniert und meist über Pratzen fixiert. Mit der Handsteuerung fährt man mit dem Werkzeug auf die Werkstückoberfläche, die Z-Achse erhält dadurch ihren Nullpunkt. X, Y, Z sind als Ausgangspunkte (Werkstücknullpunkt) somit festgelegt.
Das Datenpaket, welches alle Wege und sonstige Parameter festlegt, folgt dann als Eingabe in die Maschinensteuerung.
Ist alles gewissenhaft geprüft, kann man den Start auslösen.
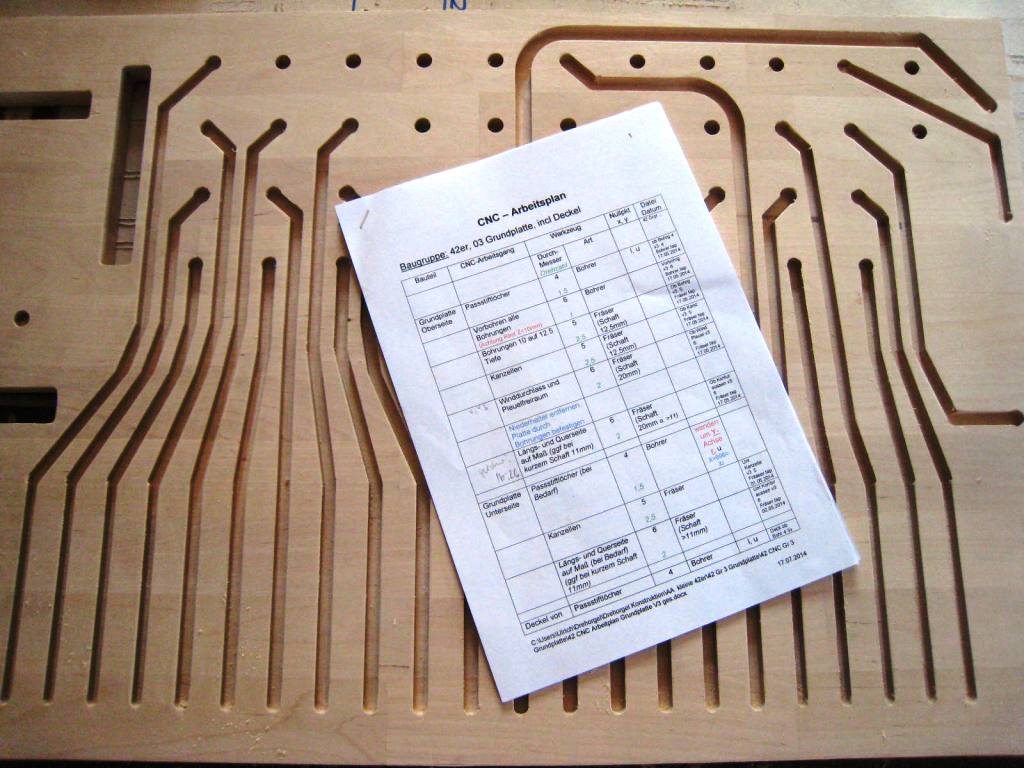
Die Oberseite der Grundplatte ist nun fertig. Für zukünftige Bearbeitungen ist es ratsam, sich einen Arbeitsplan anzulegen. Hier werden die Arbeitsschritte mit ihren speziellen Werkzeugen aufgeführt. Wichtige Parameter sind ebenfalls vermerkt. Außerdem sind die einzelnen Dateinamen, sowie ihr Erstellungsdatum festgehalten. Damit wird gewährleistet, dass man nach einer längeren Zeit rasch in die Arbeit hineinwächst.
Fortsetzung und Ergänzungen folgen...
Bitte laufend nachschauen